Published on 2024-05-03
スマートフォン、AR/VRヘッドセット、医療機器──これらの共通点がわかりますか? それは、高精度の光学部品に依存していることです。 しかし、従来のガラス光学部品が小型化、軽量化、低コスト化の要求に応えられなくなる中、精密なポリマー製の光学部品が代替品として需要が増加しています。
ガラスよりも著しく軽い精密ポリマー製の光学レンズは、携帯型デバイスには理想的な素材です。 ポリマー樹脂は、革新的な光学製品のための複雑な形状に成形することができます。 ポリマー樹脂製の光学レンズや部品は、光学的特性と機械的特性を一つの部品に統合することも可能で、デバイスの組み立てを簡素化することができます。
これらの利点を実現する鍵は射出成形にあり、高精度の光学レンズを製造するには最適化された工程が必要です。
Table of Contents
光学レンズ射出成形の特有の性質

精密射出成形は、厳密な精度要求を持つ複雑な部品の大量生産を、効率的に行うことができる事が広く認識されています。
初期の課題にもかかわらず、この技術はレンズなどの光学部品の生産に度々使用されており、その汎用性の高さが伺えます。 精密射出成形による光学レンズの製造時には、高品質な成型結果を保証するためにはいくつかの重要な要因があります:
1. 残留応力
高い残留応力はレンズの光学特性に悪影響を与え、その性能を低下させる可能性があります。 この応力を最小限に抑えることが、レンズ品質を維持する上でとても重要です。
2. 再現性
特に精密な精度と微細なディテールが求められる製品の大量生産では、一貫性を達成することが大きな課題です。 均一な品質を保証するために、再現性を確保することが必要です。
3. 表面形状制御
精度だけでなく、レンズの幾何学的一貫性も重要です。 レンズの優れた光学特性を保証するためには、表面形状の制御に細心の注意を払う必要があります。
精密射出成形プロセスの各段階で完璧を目指すための包括的なガイドラインについては、「精密射出成形のための基本的な設計ガイドライン」をご覧ください。
光学成形でよく使用される素材
製造に使用される材料の選択は、製品の光学的目的とお客様のニーズによって左右されます。 金型設計プロセスを開始する前に、各熱可塑性プラスチックの特性を慎重に評価する必要があります。 これらの熱可塑性プラスチックの中で、ポリカーボネート、アクリル、ポリスチレンが射出成形において主流の素材として使用されています。
● ポリカーボネート(PC)
ポリカーボネートは、その優れた光学特性のために精密射出成形で広く使用されている材料です。 射出成形において一般的な選択肢であるだけでなく、その光学特性も注目に値します。 屈折率約1.59、可視光の透過率84%、UV透過率74.3%を有しています。
● アクリル(PMMA)
アクリルは、射出成形だけでなく、CNC旋盤やフライス加工などの様々な製造プロセスで頻繁に使用される材料です。 その優れた機械的特性に加えて、独自の光学特性も保有しています。 屈折率約1.49、可視光の透過率83.1%を誇ります。 ただし、UV透過率はわずか4.82%で、ほとんど全てのUV光を遮断します。
● ポリスチレン(PS)
ポリスチレンは、収縮率がとても低いので、精密成形には理想的な素材です。 複雑で微細なディティールがある部品を作成することが可能です。ポリカーボネートやアクリルと同様に、屈折率は1.59、可視光の透過率は88.4%です。
● 環状オレフィンポリマー(COPs)
COPsはその優れた光学特性で評価され、見事な91.6%の可視光透過率と屈折率1.53を誇ります。 COPsは可視光の透過率が際立っているだけでなく、ヘイズ指数がわずか1.78%なので、光学部品のヘイズをほぼ排除します。
● 環状オレフィン共重合体(COCs)
COCsは、その優れた特性により医療、光学、電子機器などの様々な用途に適しています。 これらは、光学フィルム、レンズ、ライトガイドパネルなどの需要が高い製品に使用されています。 COCsは、PC、PMMA、PSなどの他の材料に比べて優れたUV透過性を持ち、屈折率1.53、可視光での90%の透過率を特長としています。
レンズ製造における機械的特性
精密射出成形の分野では、材料の光学特性だけでなく、機械的特性も考慮する必要があります。 材料の機械的特性は、射出成形による光学レンズの製造において重要な役割を果たします。
● 熱膨張
材料の熱膨張は、ガイドポストとガイドブッシュの間のアライメントを妨げ、スライドコアの滑らかな動きを阻害したり、コアピンの寸法を拡大させる原因となる可能性があります。
● 使用温度
「使用温度」という用語は、通常、材料の文脈で二つの重要な温度を指します:メルト温度と金型温度です。 メルト温度は、プラスチック材料が射出成形機内で溶ける温度を指し、この温度を正しく設定することが重要です。
これにより、材料が完全に溶けて適切に流れるようになります。 一方、金型温度は、温度制御システムを通じて制御される金型の表面温度に関連します。 金型温度を最適化することは、射出成形材料の特性と最終製品の仕様に合わせるために必要です。
異なる材料は、以下の表に詳述されているように、 異なるメルト温度と金型温度を要求します:
| メルト温度 | 金型温度 | |
| ポリカーボネート (PC) | 302 °C | 83.6 °C |
| アクリル (PMMA) | 227 °C | 63.3 °C |
| ポリスチレン樹脂 (PS) | 217 °C | 37.1 °C |
| 環状オレフィンポリマー(COPs) | 251 °C | 100 °C |
| 環状オレフィン共重合体(COCs) | 190 °C ~ 301°C | 40 °C ~ 170 °C |
● 吸水性
吸水性が高まると、成形欠陥のリスクが増加し、プラスチック製品の引張り強度や衝撃強度が損なわれる可能性があります。 したがって、これらの問題を避けるために、生産前に材料を適切に乾燥させることが重要です。 正しい乾燥時間と温度を設定することは、この予防措置の重要な部分です。
材料の特性に焦点を当てるだけでなく、私たちはお客様のニーズを優先します。 そのため、光学部品の厳格な公差要求を満たすために、クリーンルーム環境で光学部品を製造し、これらの部品の寸法を厳密に制御します。 製品の幾何学的精度を保証するために、私たちは光学プロファイロメーターを使用して完成品を測定し、すべての部品がお客様の規格に適合していることを確認します。
これらの障害を克服し、製品の収益性を向上させるために、お客様の需要に合わせた製品を開発する専門の研究開発エンジニアの専門知識を提供します。
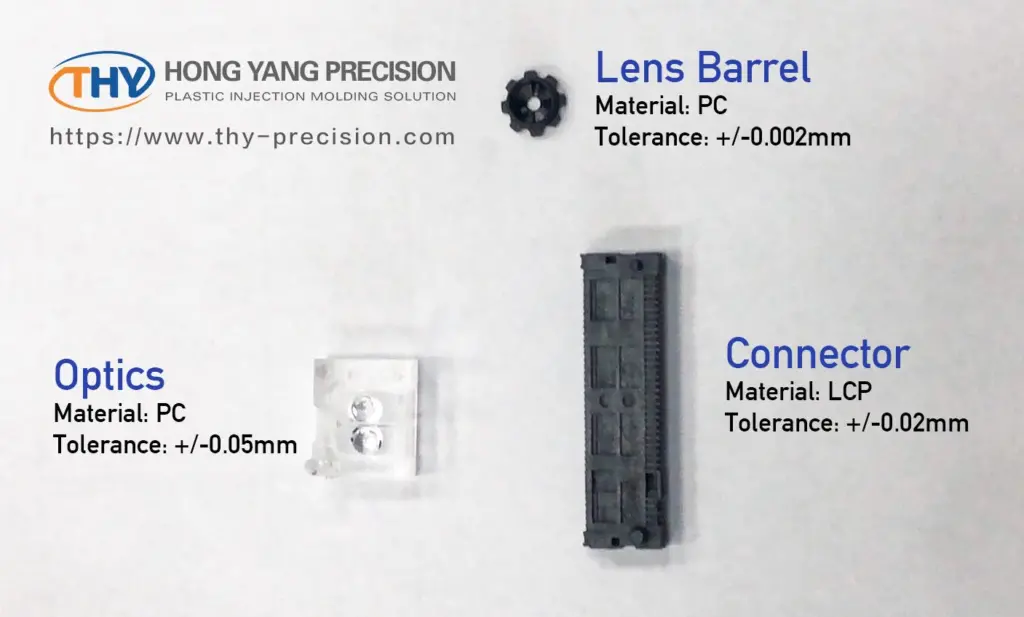
THY精密工業は、正確な公差(±0.05 mm)が必要とされる光学レンズの射出成形生産において、お客様から高い評価をいただいております。 また、最高の製造環境をお客様に提供するために、クラス8およびクラス7のクリーンルーム内生産を提供しています。さらに、ISO 9001およびISO 13485の認証なども取得しております。



ご質問やデザイン上の課題などがございましたら、お気軽にお問い合わせください。